 オンラインショップ
オンラインショップ



製造の流れ
庖丁の種類によって作業の詳細は異なります。
「庖丁工房タダフサ 基本の3本、次の1本」シリーズ(パン切り/万能 三徳・ペティ・牛刀)は、 鍛造/成形を行わず、ステンレス×日立SLD鋼[完全三層構造]板材の型抜き(プレス)から行います。

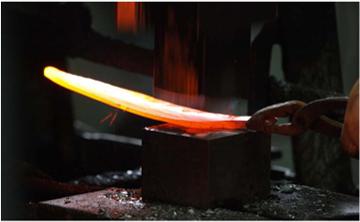
製品の大きさに合わせて材料を切断し、炉で赤めてスプリングハンマーで叩き、大まかな庖丁の形と厚さにする


焼き入れの前におおよその庖丁の形に整える

[焼入れ]
刃先となる部分を780~820℃に熱し、水に入れ一気に冷やす。急冷する事で鋼は硬くなり、切れる鋼になる。鋼に命を吹き込む一番大事な作業
[焼き戻し]
焼入れで硬くなった鋼に粘りを加えるために品物を150~200℃に熱する。


焼入れで生じた歪みを槌で叩いて直す。


[荒仕上げ研磨]
庖丁全体の厚みを落とし、仕上がりに近い状態の肉厚にする。

[中仕上げ研磨]
研磨材を順番に細かくし、庖丁全体を磨き上げていく。研磨中に生じた歪みや曲がりはその都度修正しながら、切れる状態に研ぎ上げる。
[本仕上げ研磨]
刃先のつやを出すとともに鋭利な刃をつける。


中子を軽く赤めて、柄の穴に差し込み、木槌で柄尻を叩いて柄を仕込む


柄を仕込んだあとの庖丁の曲がりを直し、傷などが無いか検品しサビ止め処理をした上で箱に詰めて出荷を待つ。
